

Schuler, yenileme arabaları ve tarayıcılı boş bir yükleyici ile son derece dinamik üç eksenli transferini yedi hafta içinde kuruyor Almanya Köln’teki Ford Fabrikasında büyük panel preslerinde Schuler, Sadece yedi hafta içinde revizyon yaparak arabalarla birlikte son derece dinamik bir Üç Eksenli Aktarma ve baskı da bir çizgi tarayıcı bulunan boş bir yükleyici yükledi ve böylece sistemi yüksek performansa ayarladı. Baskı slaytları arasında. Modernizasyondan sonraki ilk altı ayda baskı, hali hazırda 1.2 milyonun üzerinde parça üretti. Bu esasen Schuler ve Ford arasındaki iyi işbirliğinden kaynaklanıyor.
Schuler installs highly dynamic Tri-axis transfer with overhauling carriages and a blank loader with line scanner in seven weeks
The large panel press at Ford in Cologne was no longer up to date: Because the transfer was mechanically linked to the rest of the system, the motion curves could not be adjusted and the components had to be stored between the press slides. Within just seven weeks, Schuler now installed a highly dynamic Tri-axis Transfer with overhauling carriages as well as a blank loader with a line scanner at the press – and thus tuned the system to high performance.

 In the first six months after the modernization, the press already produced over 1.2 million parts. This is mainly due to the good cooperation between Schuler and Ford. Ford itself, with its own qualified department, brought the control of the straight-sided press to the latest level and prepared it for the installation of the new transfer. Thanks to an innovative solution, the interim storage has become obsolete: With a servomotoric overhauling slide, which is integrated in the transfer rails, step distances of more than 3.60 meters can be realized.
In the first six months after the modernization, the press already produced over 1.2 million parts. This is mainly due to the good cooperation between Schuler and Ford. Ford itself, with its own qualified department, brought the control of the straight-sided press to the latest level and prepared it for the installation of the new transfer. Thanks to an innovative solution, the interim storage has become obsolete: With a servomotoric overhauling slide, which is integrated in the transfer rails, step distances of more than 3.60 meters can be realized.
The coupling and uncoupling takes place automatically during die change. This means that all necessary setup procedures can be carried out outside the press and the die changeover times can be significantly reduced. Schuler's ProTrans features feed direct drives with highly dynamic servomotors as well as active vibration dampening. An increase in output by up to 30 percent and more is therefore not uncommon.

Thanks to the free programmability of the transfer, which can be controlled by its own visualization, Ford can now design new dies more flexibly and optimize on output. The dies are also easier to set up and adjust. As the profile of the transfer rails reduces from 250 to 200 millimeters, the freedom of movement and visibility into the die improves. And, last but not least, energy supply as well as maintenance costs are reduced by the elimination of the mechanical connection to the press.
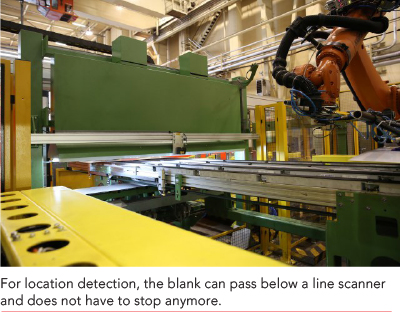
Continuous location detection increase cycle times
The blank loader, too, improves the productivity of the press: The exact location of a blank is detected while it is passing a line scanner; the blanks do not have to stop anymore. On basis of this information, the following centering robot can align the blanks optimally for the subsequent forming process in a press. Because the line scanner is attached right above the belt conveyor – and not at several meters in height as with conventional optical centering stations – the system is largely insensitive to ambient light passing through the ceiling window, for instance. This improves process reliability significantly.
Unlike a mechanical centering station, the system with line scanner is also completely independent of the blank shape and also protects the surface of the blank. Last but not least, the maintenance cost of the system is much smaller. The optical centering station is accurate up to three millimeters, the location in and at right angles to the transport direction can be corrected by up to 100 millimeters. The maximum blank size is 4,100 millimeters. The line scanner also captures double parts side by side as well as in a row.
Thanks to a pre-commissioning of Tri-axis transfer and blank loader with line scanner at Schuler and a well-coordinated construction site, the downtime for Ford was less than two months.